-
home
- About Us
- Product Center
-
energy industry
-
chemical industry
-
Grain and oilseed industry
-
paper industry
-
pharmaceutical industry
-
iron and steel industry
-
Gearbox accessories
- Industry Applications
- industry case
- News
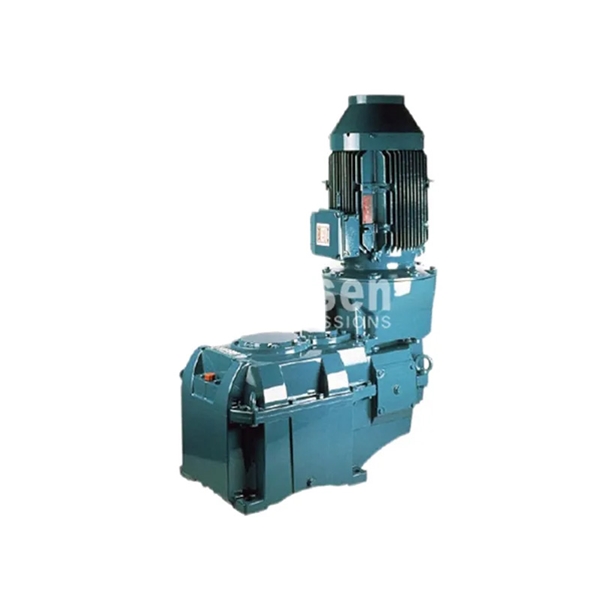
Coal slurry agitator reducer
- Type:chemical industry
- Code:

-
The reducer of the coal slurry mixer plays a key role in the coal slurry preparation system. Its main function is to convert the high-speed rotation and low torque of the electric motor into the low-speed rotation and high torque required by the mixing shaft, effectively driving the working wheel of the mixer and achieving sufficient mixing of coal powder and water.
- Product Description
The reducer of the coal slurry mixer plays a key role in the coal slurry preparation system. Its main function is to convert the high-speed rotation and low torque of the electric motor into the low-speed rotation and high torque required by the mixing shaft, effectively driving the working wheel of the mixer and achieving sufficient mixing of coal powder and water. Main functions: Enhanced torque and speed matching: Through internal gear transmission, the reducer significantly reduces the input speed from the electric motor, while proportionally increasing the output torque, ensuring that the working wheel of the mixer can overcome the resistance of high viscosity coal slurry and achieve stable and strong mixing. Power transmission: As a key connecting component between the electric motor and the mixing shaft, the reducer reliably transmits power to the mixing system, which is the core link of power transmission in the entire mixing equipment. Main features: 1. High reliability and long service life: Coal slurry environment has strong corrosiveness and high requirements for equipment. For example, the theoretical service life of the coal slurry mixer reducer can usually reach 20 years, and its bearings (L10 theoretical service life of 60000 hours) and overall structure have been optimized for continuous long-term operation. 2. High power reserve and safety factor: To cope with possible instantaneous overload, frequent start stop, or material performance fluctuations during coal slurry mixing, coal slurry mixer reducers usually choose a higher safety factor (such as not less than 1.75) to ensure stable operation under complex working conditions. 3. High transmission efficiency: The transmission efficiency of modern reducers (such as hardened gear reducers) can reach over 97%, which helps reduce energy consumption and improve the overall energy efficiency of the system. 4. Adapt to harsh working conditions: The structure of the reducer needs to consider requirements such as dust prevention, waterproofing, and corrosion resistance to meet the working conditions of the coal slurry processing site; Some equipment adopts high sealing design to prevent lubricating oil leakage and material contamination.
{1}
{2}
{3}
{4}
{5}
{6}
{7}
{8}
{9}


-
About Us
Company Profile Cooperative Clients Honors and Qualifications -
Product Center
energy industry chemical industry Grain and oilseed industry paper industrypharmaceutical industry iron and steel industry Gearbox accessories -
News Updates
Company News -
Contact Us
mobile phone: 131-3221-3899 Mr. Wang telephone:022-85109206 email:tianjinhansen@126.com address:No. 6 Jingli Road, Beichen Economic Development Zone, Beichen District, Tianjin City Contact Us Online Message

 Copyright ©2025Hansen (Tianjin) Transmission Equipment Co., Ltd. All rights reservedJin ICP No. 20002093-1Technical SupportTianjin Zhongying Tianxia Technology Co., Ltd
Copyright ©2025Hansen (Tianjin) Transmission Equipment Co., Ltd. All rights reservedJin ICP No. 20002093-1Technical SupportTianjin Zhongying Tianxia Technology Co., Ltd - About Us